






Dust Collection System Design for Return Air
IMEG provided mechanical and structural engineering design services for the retrofit of an existing 19,000 CFM dust collection system.
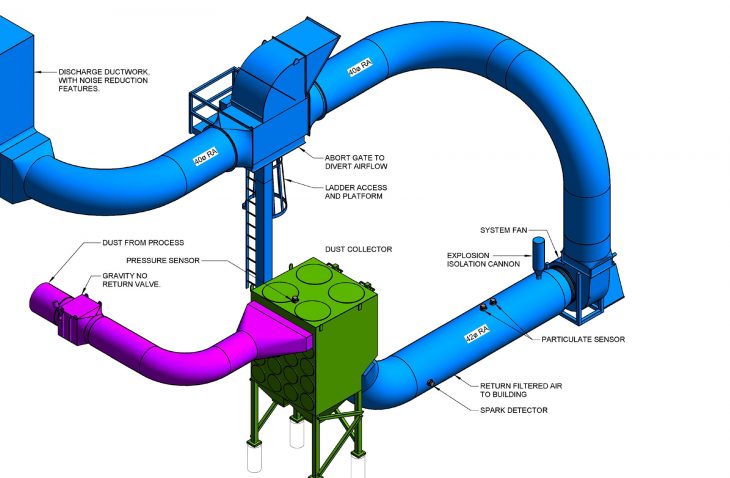
The existing dust collection system serving the facility was discharging filtered air to the exterior of the building. The facility did not have a makeup air system, which created substantial negative pressure inside the building. This caused warm, moist air to enter the building during the summer, creating condensation on interior building surfaces. Excessive negative pressure can also create life safety concerns by holding exit doors closed tightly.
IMEG worked directly with the owner to determine the most efficient and cost-effective solution to return or recycle the filtered air back to the building. The dust was a byproduct of handling food products, and was determined to be combustible based on laboratory testing commissioned by the owner. Therefore, IMEG followed the requirements of NFPA 61 to design the new configuration.
New ductwork downstream of the dust collector was oversized to reduce system pressure drop, which allowed the existing fan to be reused. Fire and explosion isolation devices, along with dust particle monitoring sensors, were selected and added to the ductwork between the dust collector and the building to comply with combustible dust standards and help the owner mitigate risk to their employees and operation. The new layout was also designed to reduce the required system outage and help keep production downtime to a minimum.